公司业务涉及高层建筑、大型公用工程、桥梁、工业装置(厂房)、能源等工程钢结构的设计、制作和安装。产品范围覆盖建筑、桥梁钢结构(大型场馆钢结构、高层建筑钢结构、桥梁钢结构)、能源(风力发电塔架、太阳能发电塔架、),在生产规模及生产能力上均处于国内领先地位,曾先后承建国内数十个工程项目。自2013年起,公司开始进入风力发电新能源市场,并取得良好的业绩。目前公司产品基本覆盖了国内风力发电机组,水轮发电机组,钢结构厂房制作加工为主,主要包括: 三股水风电,龙马风电,老寨风电,云南禄丰钢结构厂房,云南全心钢结构厂房,云南花卉钢结构厂房,云南丽江邮政局钢结构厂房等。
钢材准备,钢结构材质为Q345B 、Q345GJC,其化学成份和机械性能应按03G102中第214~217页规定。钢材应附有质量证明书、并符合设计文件的要求。其尺寸和外形等允许偏差,应符合标准的规定。所有钢材应按规格、炉号等分类堆放。
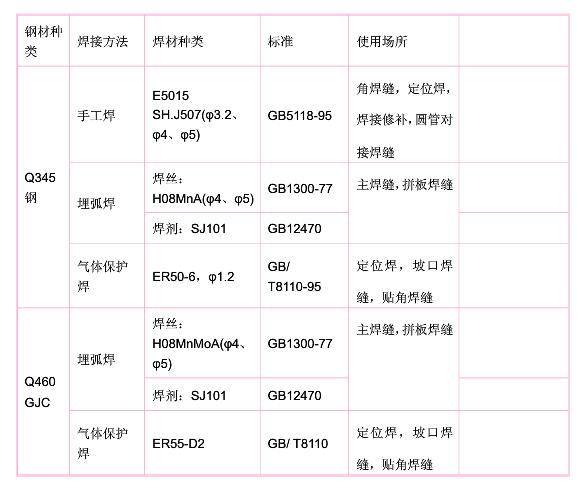
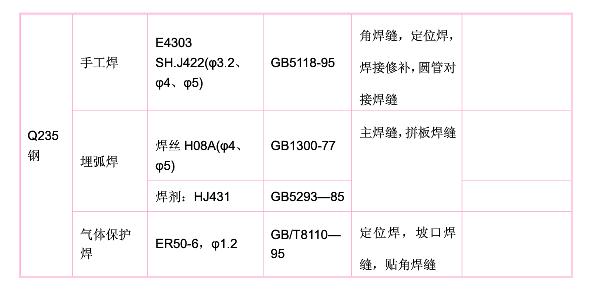
1 焊接材料检验 焊接材料准备焊接材料包括焊条、焊丝和焊剂。所有焊接材料必须有相应的质量保证书,焊接材料要按照设计及有关标准规范要求选用。不符合要求的焊接材料严禁使用。
2 螺栓检验 对进场的高强螺栓、螺母、垫圈的数量、规格进行核验发现锈蚀、包装不全、批号不清的情况不得使用,确定下料长度尽量使用钢制量具与工件等温条件实测。
二 .喷丸和切割
1应根据详图尺寸预留出切割及焊接余量并计算热胀冷缩的影响
2 放样和号料前,施工人员应根据设计、工艺要求,认真计算和核实.对图样和材料表尺寸。对需用1:1放样才能确定的节点板、杆件尺寸进行1:1放样.并将放样得到的节点板、杆件尺寸通知技术人员做好记录并做出号料用样板。
3 放样做到采用电脑计算放样尺寸,以保证精度。
4 所有量器具须经计量检查合格,不合格的量器具不得使用。
5下料前应核对钢材质保书,按规定记录所下料零部件材质、炉号、批号并应清除钢材表面油污、泥土等污物,检查钢材表面质量对超差部分进行矫正。下料要留有切割余量、焊接收缩余量及端部铣平余量。
6 钢板边缘及坡口采用多头切割机、半自动切割机单嘴或双嘴切割及刨边机加工,加劲板等零星小件可用剪板机剪切。
三 .构件组对
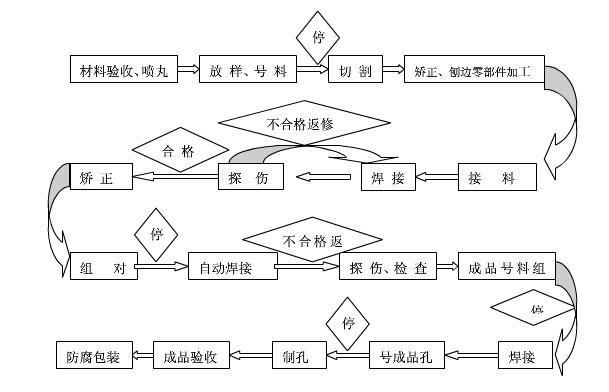
1 用自动组立机组对H型钢,其工作程序分两步第一步组成T型,第二步组成H型,然后再用埋弧自动焊机焊接。采用手工组对时在装配胎架上按施工图要求装配H型钢,依次装配翼板和腹板打磨焊缝区域,焊缝两端加装引弧板和熄弧板用角钢做支撑控制焊接时的变形。
2构件的组装应在零件、部件焊接、矫正后进行。组对H型钢时其翼腹板的对接焊缝宜相互错开200mm以上翼缘板和腹板的对接焊缝应加引弧板并保证焊透翼缘板和腹板的接料采用等强度直对接采用自动焊接对接处的坡口应根据钢材厚度采用V型或X型坡口两侧焊以引弧板引弧板的材质和坡口要求与母材相同并保证焊透全截面焊接后用气割除去 修磨打平不得用锤击落。零件、部件组对成构件时可使焊缝交叉但不能重合且交叉处焊缝加强高应用磨光机修磨至与母材齐平。
3施工前要在作业线内搭设拼接胎架制作准备下述专用胎卡具制作组对用的胎具翼缘板、腹板吊装用的“扁担”组焊型钢上、下胎时用的临时固定卡具组装加劲板用的胎卡具。对于较长的构件可分段制作出厂。
四 .焊接工艺
1 由于钢结构工程中的焊接节点和焊接接头不可能进行现场实物取样检验而探伤仅能确定焊缝的几何缺陷无法确定接头的理化性能。为保证工程焊接质量必须对首次使用的钢材、焊接材料、焊接方法等构件制作和结构安装焊接前要进行焊接工艺评定,根据焊接工艺评定报告确定焊接工艺。
2 焊接材料
1) 焊丝和焊剂按说明书要求进行烘焙
2) 严格执行焊接材料保存、烘干、存放、领用台帐制度并设材料员专门负责。焊条、焊剂烘干温度及时间见下表
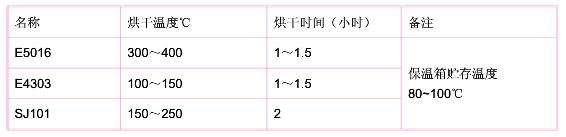
3) 焊材的选用
五 .焊后修磨和矫正
1 ) 对于重要构件或重要节点焊缝焊工自行检查外观合格后在焊缝附近打上焊工钢印。
2 ) 根据变形情况用火焰矫正。矫正后拆除各类支撑割去引熄弧板。打磨检验。
3 ) 碳素结构钢在环境温度低于-16℃时低合金钢在环境温度低于-12℃时不得进行冷矫正。 碳素结构和低合金钢在加热矫正时加热温度应根据钢材性能选定但不得超过900℃。低合金结构钢在加热矫正后应缓慢冷却。
4) 切割后的零件矫正应在拼接、组对前进行组对焊接后的部件应根据设备能力有针对性的采取机械或火焰矫正。火焰加热矫正温度宜控制在800—900度之间严禁超过900度。火焰沿线性方向加热宽度不小于50mm。火焰矫正严禁水激冷却。
5) 矫正后的钢材表面不应有明显的凹面和损伤、划痕深度不得大于0.5mm,且不应超过钢材负偏差值的1/2。
6 ) 构件的矫正程序为先矫正总体变形后矫正局部变形先矫正主要变形后矫正次要变形先矫正下部变形后矫正上部变形先矫正主体构件后矫正副件。
7 ) 矫正好后的梁、柱身挠曲矢高f应≤H/1200且不应大于10mm , 翼缘板倾斜度如图所示∆≤2mm。安装为对接焊缝的平台梁端部应控制其垂直度。
六 .制造设备:公司拥有先进下料、钻孔、组装、焊接、端面加工等制造设备以及各种类型的起吊装备,公司多台设备领先于同行业者,拥有承接大型工程项目的设计、制造和安装能力。
七 .多功能钢构生产线:具备上料、组拼、埋弧焊接、校正预热、抛丸、除尘、油漆、烘干等功能。


八 .数控加工中心:我公司现拥有国内钢结构等离子数控3套设备,本设备将数控下料(包括火焰、等离子)、数控平面钻孔、打构件号等各种功能集成一体,将板材直接套排料加工成各种装配所需的连接板


九 .数控型钢加工中心:意大利菲赛普制造,可通过网络实施数据远程传输。将三维数控钻床与火焰锁口机联合布置,形成钻孔、装配划线、锁口、切断一体,最大切割板厚140mm,割炬可根据需要360度旋转。该设备是国内最先进的型钢加工组合机床之一
十 .数控火焰切割机:OMNIMAT8000×30000,出口欧洲型,每台可同时切割2张钢板。


十一 .埋弧焊机:双丝单弧、双丝双弧埋弧焊机,瑞典—伊莎制造,有自动跟踪系统,可全自动化焊接,可根据工艺需要从事单丝、双丝、窄间隙焊接。


十二 .自动焊接系统(共4套):可进行任意长度的埋弧焊焊接,带自动焊口跟踪调整配置。

十三 .万能式数控卷板机:最大卷制厚度达120mm,55mm两台,25mm一台,无需压头,一次成形。

十四 .数控带锯机(38/18):可进行任意角度的锯切,最大切割端面尺寸为1000mm。
我们始终秉承“服务业主、奉献社会”的经营宗旨,以发展为主题,以科技进步和技术创新为动力,强化内部管理,拓展经营领域,致力于以“一流的装备、一流的管理、一流的质量、一流的服务”为用户提供专业、系统、高效及个性化的产品和服务,努力实现“客户满意、社会满意、员工满意”。
版权所有:云南宜生机电设备安装有限公司 copyright@2017-2018 滇ICP备17000268号-1 技术支持:昆明轩创网络





(1).png)